生产乳胶再生胶、轮胎再生胶、无味再生胶、三元乙丙再生胶、丁晴再生胶、丁基再生胶、高强力再生胶、胶粉等
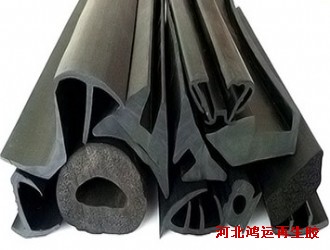
橡胶制品按成型方式分为挤出型橡胶制品、模压型橡胶制品和注射型橡胶制品。挤出橡胶制品中挤出参数包括挤出温度、挤出压力、挤出速率和牵引速度,挤出参数直接影响橡胶制品的质量和使用寿命。不同参数对橡胶制品有哪些影响?
1.挤出温度是挤出成型顺利完成的重要条件之一,温度直接影响橡胶半成品的表面光滑度。温度过低会造成半成品表面不光滑、断面增大等现象,温度过高会造成半成品出现气泡、焦烧、变形等现象。在实际生产中严格设计料筒温度、螺杆温度、挤出口温度、机头温度等。
2.在挤出过程中,由于胶料的阻力、螺杆槽深度的变化,以及过滤网、过滤板和口模产生阻碍,在胶料内部产生一定的压力。适当的压力HY18S8J2L可提高挤出胶料的混合均匀性和稳定性,提高产品的致密度。
3.挤出速率是单位时间内挤出机口模挤出的胶料质量或长度。挤出速率直接影响生产效率和挤出橡胶制品的质量。机头、螺杆、料筒的结构、螺杆转速、加热、冷却系统等都会影响挤出速率,因此在实际操作中严格控制各项参数。挤出速率直接影响橡胶制品的几何形状和尺寸,挤出速度过快会造成半成品中有气泡或成海绵状物。
4.挤出成型是连续的、高效的、低成本的成型加工方法,从机头和口模中挤出的胶料,在牵引力作用下会产生拉伸取向。牵引速度直接影响产品的壁厚和截面尺寸的精确性,它的波动会导致制品截面尺寸的变化。在实际生产中牵引速度与挤出速度相匹配。
牵引速度慢于挤出速度,会导致半成品出现波浪形弯曲或扭曲。牵引速度过快,会造成半成品破边有裂纹等现象。
挤出橡胶制品厂家在生产橡胶制品中,要严格控制挤出参数,保证制品的质量与使用寿命。
